- Главный офис: СПб, Либавский переулок, д. 3
- Склад: СПб, 9-я улица, д. 5
- Склад: СПб, Химический, д. 1
- +7 (812) 309-84-80 zakaz@metalobaza.su
- Заказать звонок

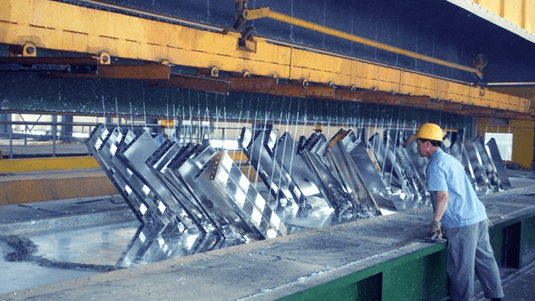
Цинковый слой, которым покрывают изделия из металла, должен прочно сцепляться с ним, чтобы обеспечить надежную защиту. Согласно ГОСТ, он должен регулярно проходить контроль качества покрытий. Методы такого контроля и основные показатели, требующие проверки, устанавливает стандарт.
В ГОСТ описываются методики, которые применяют для измерения толщины цинкового слоя и равномерности его нанесения. Важный показатель – уровень адгезии между основным металлом и покрытием. Также необходимо следить за появлением дефектов – вспучиваний покрытия, сколов и трещин на нем.
В первую очередь, покрытие оценивают визуально. Такую оценку должны проходить все поверхности, подвергшиеся цинкованию. Условия внешнего анализа – освещенность не менее 300 люкс и удаленность от оцениваемой поверхности не меньше 25 см.
ГОСТ 9.307.89 регулирует оценку качества цинковых покрытий двумя методами:
Стандарт требует выполнять подобную оценку до нанесения на конструкцию консервирующих средств и иной обработки, включая хромирование. Если оценивается покрытие элементов крепления, замеры должны проводиться на всех их поверхностях, включая головки и торцы.
ГОСТ регулирует контроль прочности адгезии металла с цинковым покрытием. Для этого предлагаются следующие методы:
ГОСТ допускает погрешность измерений при использовании всех перечисленных методов. Согласно требованиям, она может составлять 10% в ту или иную сторону.
Толщина цинковых покрытий и прочность их сцепления с металлом определяет защитные свойства и механические характеристики. Эти параметры зависят от нескольких факторов – качества металла, правильной подготовки поверхности, соблюдение технологии цинкования. Покрытия цинковые проверяются перечисленными методами, если цинкование, согласно ГОСТ, проводилось в ванных с массовой долей цинка не меньше 99%. Химический состав для обработки также регулируется государственным стандартом – требования к нему содержатся в ГОСТ 19251 (1–5).